Background
In 1989, Sappi Management Services placed an order with John Thompson on behalf of Sappi Novobord, White River, for the supply of boilerplant and ancillary equipment as part of an expansion project at the Novobord factory. The boilerplant was designed to combust the waste pin-chip and normal chip screenings, as well as sawdust and sawmill waste produced at the factory.
Condensate recovery and pre-boiler system
High-pressure condensate is collected from steam traps fitted to the outlet lines of the process heat exchanger and passed into a flash vessel. Steam from the flash vessel is passed to the first stage of the heat exchanger operating at a lower pressure and the condensate from the flash vessel heat exchanger is discharged into a hotwell tank which has a capacity of 20 000 litres.
Two transfer pumps, each capable of 100% capacity, are located below the hot water tank and these transfer the condensate to the condensate supply line. Make up water is softened prior to entering the hotwell tank.
The pre-boiler plant comprises a pressure deaerator with a 10-minute capacity storage vessel at MCR. Water from the deaerator is fed to feedpumps located at the basement level. Each of the feedpumps is electrically driven and capable of 100% duty.
The chemical dosing plant comprises a high-pressure phosphate dosing unit and a low-pressure oxygen scavenging chemical dosing unit.
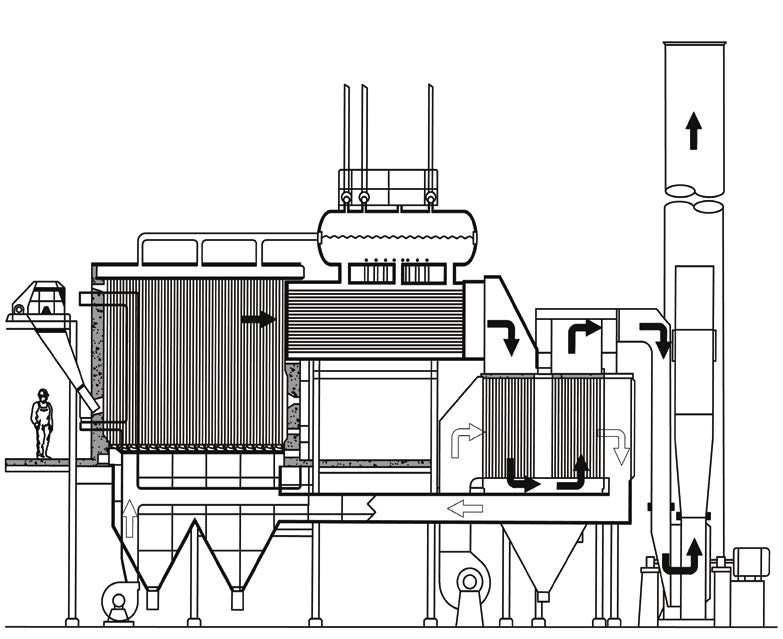
The boiler
The boiler design is based upon an externally fired firetube boiler and a watertube furnace. The water cooled furnace enables the furnace geometry to be selected to accommodate the range of fuels anticipated.
The furnace sidewall construction comprises a tangent tube design for providing the cooling surface within the combustion chamber. The front and rear walls are made up of refractory materials, thereby imparting a thermal inertia necessary for stabilising the combustion of wet fibrous fuel. It further enables a very economic design as penetrations do not have to be made through a manipulated tube construction.
Secondary air is introduced to the furnace at strategic points to provide turbulence and to improve the combustion performance in burning fibrous fuel. The multi-tubular heat exchanger provides the convective surface in the boiler. This component also provides the water/steam interface. The large water complement contained within the shell, as well as the large surface area presented to the water/steam interface, results in a very stable water level. The design is therefore capable of accommodating large load swings. The furnace and multi-tubular heat exchanger were transported to site as two separate units. Each was erected on prepared foundations and the steam and water circuits completed by means of bolted connections. This design resulted in a reduction in the erection time as most of the boiler was shop assembled. The compact arrangement of the unit enabled it to be accommodated within the space restraints imposed by the site.
Combustion equipment
Combustion of wood – The unit is fitted with a John Thompson dump-grate stoker which is capable of burning a range of fibrous fuels from wet bagasse to dry sunflower seed husks. This type of unit has also been used for burning wood chips, sawdust and bark.
The dump-grate stoker is divided into three dumping sections. While most of the wood waste burns in suspension, the larger particles burn on the grate. Each grate section is dumped periodically to remove the sand and ash deposited on it.
The wood is metered to the furnace in proportion to the boiler load by means of screw type feeders. John Thompson air glide fuel distributors are used for spreading the fuel uniformly across the width and depth of the combustion chamber. This is essential in order to stabilise the heat release rate and reduce the excess air requirement. The spreaders feature an adjustable subjectory plate in the distributor throat and an air supply damper which enables the spread of the fuel to be optimised. The spreader unit is manufactured from stainless steel.
Combustion of oil – Provision is made in the design for the future installation of a pressure jet oil burner for auxiliary steam generation in the event of a shortage of fibrous material.
Heat recovery equipment
The boiler is fitted with a parallel flow mild steel tubular air heater in order to provide hot combustion air when burning the wet fibrous fuel. When burning the drier fibrous fuels (42% moisture and less), the air heater is bypassed in order to prevent furnace slagging.
Provision has been made for the future installation of an economiser which would be necessary should the moisture content of the fuel drop to a point which makes the installation of an economiser viable.
Ancillary equipment
Draught plant
A single damper control, direct driven, backward bladed, forced draught fan blows combustion air through the air heater to the stoker plenum chamber. A damper controlled, direct driven, radially tipped, secondary air fan feeds cold high-pressure air to the secondary air nozzles and the fibrous fuel distributors.
Gas is exhausted from the system by means of an electrically driven, outlet damper controlled, forward curved, radially tipped ID fan. The exhaust gasses are discharged to the atmosphere through a 24 metre high stack which has been sized to accommodate the gasses from an adjacent thermal oil heater.
Gas clean up plant The unit is fitted with a mechanical grit arrestor capable of complying with local emission regulations at all load conditions.
Provision has been made for the future installation of a wet gas scrubber, should this be dictated by environmental considerations.